


Neodymium Iron Boron is a composite made primarily from a blend of Neodymium, Iron, Boron, Cobalt and shifting levels of Dysprosium and Praseodymium.
The following stage is to machine the magnets to the required resistances. Since machining is required, the neodymium magnets are made somewhat bigger while being squeezed e.g. bigger external width, littler internal distance across and taller for a ring magnet. Standard magnet dimensional resiliences are +/ - 0.1mm in spite of the fact that +/ - 0.05mm is achievable at additional expense. The likelihood of significantly more tightly resistances relies on upon the shape and size of the magnet and may not be achievable. For note, the Neodymium magnet is hard. Attempting to cut gaps in NdFeB with a standard drill or carbide tip will limit the bore. Precious stone cutting apparatuses (CNC jewel granulating wheels, jewel drills, and so on) and wire cutting machines (EDM) must be utilized. The NdFeB swarf powder created amid machining should be cooled by fluid else it might suddenly combust. For Neodymium piece magnets, there might be cost reserve funds in utilizing much bigger magnet squares made by isostatic squeezing and cutting them into littler neodymium pieces of the coveted size. This is ruined pace and for large scale manufacturing (where enough cutting and granulating machines are available) and is known as "cut up". Once the last measurements for the magnet has been met by machining, the Neodymium magnet is given a defensive covering. This is normally a Ni-Cu-Ni covering.
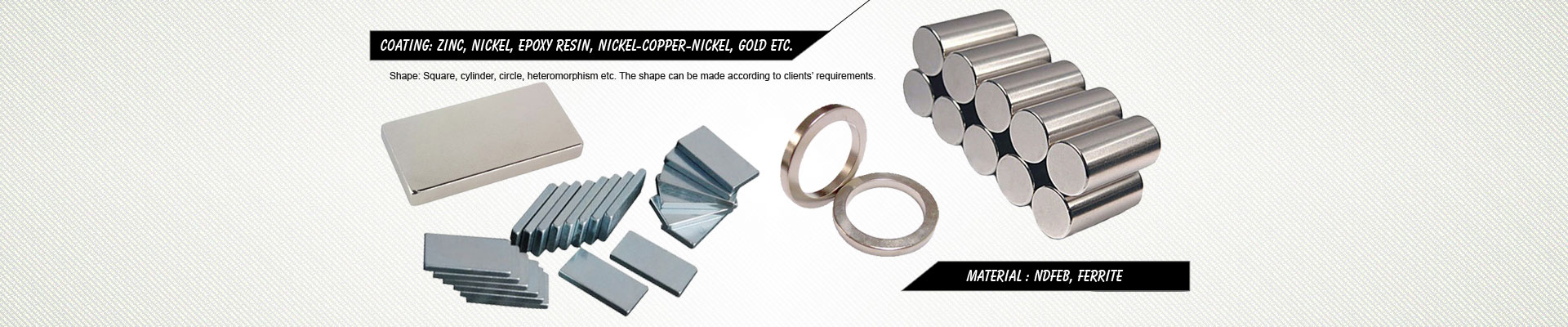
The magnet must be cleaned to uproot any swarf/powder from machining. It is then dried completely before being plated. It is basic that the drying is exhaustive generally water is bolted into the plated Neodymium magnet and the magnet will erode from the back to front. The plating is flimsy e.g. 15-35 microns for Ni-Cu-Ni (1 micron is 1/1000mm). The present scope of coatings accessible are as per the following:- Nickel-Copper-Nickel (Ni-Cu-Ni) [standard], Epoxy, Zinc (Zn), Gold (Au), Silver (Ag), Tin (Sn), Titanium (Ti), Titanium Nitride (TiN), Parylene C, Everlube, Chrome, PTFE ("Teflon"; white, dark, dim, shimmering) , Ni-Cu-Ni in addition to Epoxy, Ni-Cu-Ni in addition to Rubber, Zn in addition to Rubber, Ni-Cu-Ni in addition to Parylene C, Ni-Cu-Ni in addition to PTFE, Tin (Sn) in addition to Parylene C, Zinc Chromate, Phosphate Passivation and Uncoated (i.e. uncovered – not suggested but rather is in some cases required by the client). Different coatings might be conceivable. It is not prescribed to utilize the magnet without a defensive layer.
Higher Hci neodymium magnets are said to be better at consumption resistance however this does not ensure safe use when unplated. On the off chance that vital plate the magnets after get together (this is on the grounds that any paste would stick to the plating instead of the NdFeB magnet thus if the plating comes up short, the magnet turns out to be free). Uprooting the plating to permit better paste grip is conceivable yet erosion resistance in the Neodymium magnet might be seriously traded off amid such a procedure unless awesome consideration is taken amid gathering (defensive sleeves might be worth considering to guarantee the magnets stay set up e.g. carbon fiber sleeve for rotors).
Once plated the neodymium magnet is then charged. The Neodymium magnet is put in a solenoid loop which is invigorated to create a field no less than 3 times the estimation of the magnet's Hci. It is not unordinary for Rare Earth magnets to be "hit" with a field of 5T. The Rare Earth magnets now and then must be physically held set up inside of the loop generally the magnet might respond to the connected charging beat and is moved out of the curl (somewhat like a projectile). The Neodymium magnet, being anisotropic, has a course of magnetisation bolted inside of its structure. While being charged, this heading of magnetisation inside of the structure adjusts to the polarizing field. On the off chance that the magnet is not adjusted to the polarizing field, the magnet will fiercely turn to adjust up. It is workable for the magnet to separate/break because of the high rotational strengths following up on the spaces inside of the magnet. The magnet must be charged to immersion to get the greatest execution yield. On the off chance that the magnet is not adjusted to the charging field, full immersion of Neodymium may not be accomplished.
Click here to view the former parts of the whole article
 Copyright © 2016 Shenzhen City Ri Shengchang Magnet Technology Co., Ltd All Rights Reserved.
Copyright © 2016 Shenzhen City Ri Shengchang Magnet Technology Co., Ltd All Rights Reserved.